
 千锤百炼!")
WN型-带颈对焊法兰(15CrMoG)
WN型-带颈对焊法兰(15CrMoG)详细介绍
【技术要求】
一、带颈 对焊法兰的级别及其技术要求应符合JB4726-4728 锻件 的相应要求。
1、公称压力PN为0.25MP-1.0MPa的碳素钢、奥氏体不锈钢锻件允许采用Ⅰ级锻件。
2、除以下规定外,公称压力PN为1.6MPa-6.3MPa的锻件应符合Ⅱ级或Ⅱ级以上锻件级别的要求。
3、符合以下情况之一者,应符合Ⅲ及锻件的要求:
(1)公称压力PN≥10.0MPa法兰用锻件;
(2)公称压力PN>4.0MPa的铬钼钢锻件;
(3)公称压力PN>1.6MPa且工作温度≤-20摄氏度的铁素体钢锻件。
二、 带颈 对焊法兰一般采用锻件或锻轧工艺制成。当采用钢板或型钢制造时,必须符合下列要求:
1、对焊法兰应经超声波探伤,无分层缺陷;
2、应沿钢材轧制方向切割成条状,经弯制对焊成圆环并使钢材的表面形成环的柱面。不得采用钢板直接机加工成带颈对焊法兰;
3、圆环的对接焊缝应采用全熔透焊缝;
4、圆环的对接焊缝应进行焊后热处理,并作100%射线或超声波探伤,且射线探伤符合JB4730的II级要求,超声波探伤符合JB4730的I级要求。
三、 带颈 对焊法兰的颈部外侧斜度应不大于7o。对焊法兰在生产和焊接时严格控制技术参数保证能够在生产和使用中充分发挥作用和 体现 价值 !
【制作材质】
碳钢系列:(Q235、Q345、20#、35#、45#、20G、20MnG、20A、A106B、16Mu、SS400、CS)等;
不锈钢系列:(1Cr17Mn6Ni5N[201]、1Cr18Mn8Ni5N[202]、1Cr17Ni7[301] 、1Cr18Ni9[302]、Y1Cr18Ni9[303]、Y1Cr18Ni9Se[303Se]、0Cr19Ni9、0Cr18Ni9 [304]、0Cr19Ni10、0Cr18Ni10[304L]、0Cr19Ni9N[304N1]、0Cr19Ni10NbN[304N2]、0Cr18Ni10N[304LN]、1Cr18Ni12、1Cr18Ni12Ti[305]、0Cr23Ni13[309S]、0Cr25Ni20、0Cr25Ni20Si2[310S]、0Cr17Ni12Mo2[316]、0Cr18Ni12Mo2Ti、00Cr17Ni14Mo2[316L]、0Cr17Ni12Mo2N[316N]、00Cr17Ni13Mo2N[316LN]、0Cr18Ni12Mo2Cu2[316J1]、00Cr18Ni14Mo2Cu2[316J1L]、0Cr19Ni13Mo3[317]、1Cr18Ni12Mo3Ti、0Cr18Ni12Mo3Ti、00Cr19Ni13Mo3、00Cr17Ni14Mo3 [317L]、0Cr18Ni16Mo5[317J1]、1Cr18Ni9Ti[321]、0Cr18Ni11Ti、0Cr18Ni9Ti[321L]、0Cr18Ni11Nb[347]、0Cr18Ni9TiCu3[XM7]、0Cr18Ni13Si4[XM15J1])等;
合金钢系列:(16~50Mn、27SiMn、40Cr、12-42CrMo 16Mn 12Cr1MoV T91 27SiMn 30CrMo 15CrMo 20G Cr9Mo 10CrMo910 15Mo3 15CrMoV 35CrMoV 45CrMo 、15CrMoG、12CrMoV、45Cr、50Cr、45CrNiMo)等}材质。
【制作材质】
锻制 法兰一般含碳低不易生锈,锻件流线型好,组织比较 细密 ,机械性能优于铸造法兰; 锻制 工艺不当也会出现晶粒大或不均 、 硬化裂纹现象,锻造成本高于铸造法兰。锻件比铸件能承受更高的剪切力和拉伸力 , 锻件 的 优点在于内部组织均匀,不存在气孔 、 夹杂等有害缺陷; 锻制 工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却 等工序 。 锻制 的工艺方法有自由锻、模锻和胎膜锻 等 。生产时按锻件质量的大小 、 生产批量的多少选择不同的锻造方法。
一、 自由锻生产率低加工余量大,但工具简单通用性大,故被广泛用于 锻制 形状较简单的 锻件或 小批生产的锻件。自由锻设备有空气锤、蒸汽和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高 、 操作简单 , 容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。
自由锻的基本工序:自由 锻制 时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由 锻制 的基本工序有镦粗、拔长、冲孔、弯曲和切断等 程序 。镦粗 : 镦粗是对原坯料沿轴向锻打,使其高度 减低 、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种 形式 。拔长 : 拔长是使坯料的长度增加, 横截面 减小的 锻制 工序,通常用来生产轴类件毛坯,如车床主轴、连杆等 部件 。冲孔 : 用冲子在坯料上冲出 通透 孔或不 通透 孔的 锻制 工序。弯曲 : 使坯料弯曲成一定角度或形状的 锻制 工序。扭转 : 使坯料的一部分相对另一部分旋转一定角度的 锻制 工序。切割 : 分割坯料或切除料头的 锻制 工序。
二、模锻全称为模型 锻制 ,将加热后的坯料放置在固定于模锻设备上的锻模内 锻制 成形的 工艺过程 。
模锻的基本工序过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型 等工序 。常用模锻设备 有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲, 锻制 法兰质量更好,一般是通过模锻生产,晶体组织细密 、 强度 较高 ,当然价格也贵一些。
【产品结构】
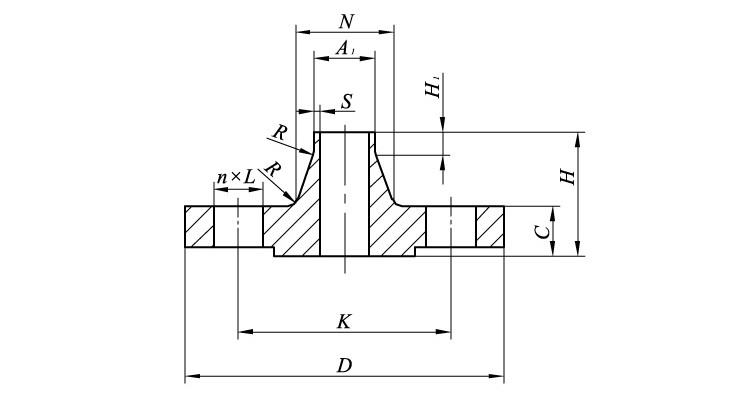
一、锻制带颈对焊法兰尺寸介绍(GB/T9115-2000国家标准):
|
通径 |
A |
连接尺寸 |
螺栓 |
密封面 |
厚度 |
高度 |
N |
法兰颈 |
||||||||
|
DN |
系列Ⅰ |
系列Ⅱ |
D |
K |
L |
n |
TH |
d |
f |
C |
H |
系列Ⅰ |
系列Ⅱ |
S |
H 1 |
R |
|
10 |
17.2 |
14 |
90 |
60 |
14 |
4 |
M12 |
41 |
2 |
14 |
35 |
28 |
|
2.3 |
6 |
3 |
|
15 |
21.3 |
18 |
95 |
65 |
14 |
4 |
M12 |
46 |
2 |
14 |
38 |
32 |
|
3.2 |
6 |
3 |
|
20 |
26.9 |
25 |
105 |
75 |
14 |
4 |
M12 |
56 |
2 |
16 |
40 |
40 |
|
3.2 |
6 |
4 |
|
25 |
33.7 |
32 |
115 |
85 |
14 |
4 |
M12 |
65 |
2 |
16 |
40 |
46 |
|
3.2 |
6 |
4 |
|
32 |
42.4 |
38 |
140 |
100 |
18 |
4 |
M16 |
76 |
2 |
18 |
42 |
56 |
|
3.6 |
6 |
5 |
|
40 |
48.3 |
45 |
150 |
110 |
18 |
4 |
M16 |
84 |
2 |
18 |
45 |
64 |
|
3.6 |
7 |
5 |
|
50 |
60.3 |
57 |
165 |
125 |
18 |
4 |
M16 |
99 |
2 |
20 |
48 |
74 |
|
4.0 |
8 |
5 |
|
65 |
76.1 |
76 |
185 |
145 |
18 |
4 |
M16 |
118 |
2 |
20 |
45 |
92 |
|
2.9 |
10 |
6 |
|
80 |
88.9 |
89 |
200 |
160 |
18 |
8 |
M16 |
132 |
2 |
20 |
50 |
110 |
|
3.2 |
10 |
6 |
|
100 |
114.3 |
108 |
220 |
180 |
18 |
8 |
M16 |
156 |
2 |
22 |
52 |
130 |
|
3.6 |
12 |
6 |
|
125 |
139.7 |
133 |
250 |
210 |
18 |
8 |
M16 |
184 |
2 |
22 |
55 |
158 |
|
4.0 |
12 |
6 |
|
150 |
168.3 |
159 |
285 |
240 |
22 |
8 |
M20 |
211 |
2 |
24 |
55 |
184 |
|
4.5 |
12 |
8 |
|
200 |
219.1 |
219 |
340 |
295 |
22 |
12 |
M20 |
266 |
2 |
24 |
62 |
234 |
|
6.3 |
16 |
8 |
|
250 |
273.0 |
273 |
405 |
355 |
26 |
12 |
M24 |
319 |
2 |
26 |
70 |
288 |
|
6.3 |
16 |
10 |
|
300 |
323.9 |
325 |
460 |
410 |
26 |
12 |
M24 |
370 |
2 |
28 |
78 |
342 |
|
7.1 |
16 |
10 |
|
350 |
355.6 |
377 |
520 |
470 |
26 |
16 |
M24 |
429 |
2 |
30 |
82 |
390 |
400 |
8.0 |
16 |
10 |
|
400 |
406.4 |
426 |
580 |
525 |
30 |
16 |
M27 |
480 |
2 |
32 |
85 |
444 |
450 |
8.8 |
16 |
10 |
|
450 |
457 |
480 |
640 |
585 |
30 |
20 |
M27 |
548 |
2 |
40 |
87 |
490 |
506 |
10.0 |
16 |
12 |
|
500 |
508 |
530 |
715 |
650 |
33 |
20 |
M30 |
609 |
2 |
44 |
90 |
546 |
559 |
11.0 |
16 |
12 |
|
600 |
610 |
63 |
840 |
770 |
36 |
20 |
M33 |
720 |
2 |
54 |
95 |
650 |
660 |
12.5 |
18 |
12 |
|
700 |
711 |
720 |
910 |
840 |
36 |
24 |
M33 |
794 |
5 |
38 |
100 |
750 |
750 |
由 用 户 规 定 |
18 |
12 |
|
800 |
813 |
820 |
1025 |
950 |
39 |
24 |
M36 |
901 |
5 |
38 |
105 |
848 |
850 |
20 |
12 |
|
|
900 |
914 |
920 |
1125 |
1050 |
39 |
28 |
M36 |
1001 |
5 |
40 |
110 |
948 |
958 |
20 |
12 |
|
|
1000 |
1016 |
1020 |
1255 |
1170 |
42 |
28 |
M39 |
1112 |
5 |
42 |
120 |
1056 |
1060 |
22 |
12 |
|
|
1200 |
1220 |
1220 |
1485 |
1390 |
48 |
32 |
M45 |
1328 |
5 |
48 |
130 |
1260 |
1260 |
30 |
12 |
|
|
1400 |
1420 |
1420 |
1685 |
1590 |
48 |
36 |
M45 |
1530 |
5 |
52 |
145 |
1465 |
1465 |
30 |
12 |
|
|
1600 |
1620 |
1620 |
1930 |
1820 |
55 |
40 |
M52 |
1750 |
5 |
58 |
160 |
1668 |
1668 |
35 |
12 |
|
|
1800 |
1820 |
1820 |
2130 |
2020 |
555 |
44 |
M52 |
1950 |
5 |
62 |
170 |
1870 |
1870 |
35 |
15 |
|
|
2000 |
2020 |
2020 |
2345 |
2230 |
60 |
48 |
M56 |
2150 |
5 |
66 |
190 |
2072 |
2072 |
40 |
15 |
|
【备注事项】
以上参数均为参考实际以实时情况咨询为准!有关 WN型-带颈对焊法兰(15CrMoG) 技术方面及未注明参数请咨询电话:4008241666;销售价格咨询:13307150555.
与WN型-带颈对焊法兰(15CrMoG) 相关产品
 千锤百炼!")
